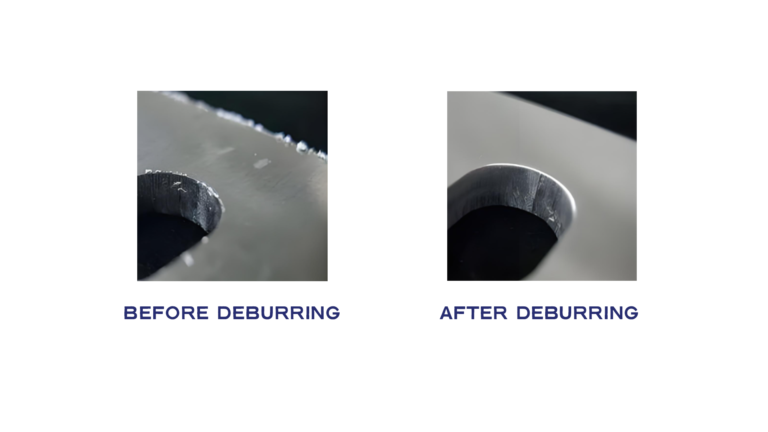
In machining, burrs are tiny, irregular metal residues that form on the edge or surface of a workpiece. Burrs not only affect the surface quality and appearance of the workpiece, but may also affect assembly, function and service life. Understanding what causes burrs can help take effective measures to reduce or eliminate them. The following are the main causes of glitches:

01. Improper settings of cutting parameters
1.1 cutting speed is too high
Phenomenon: Too high a cutting speed will cause the tool to be unable to fully cut into the material, and the material will be stretched and form burrs during the cutting process.
Solution: Adjust the cutting speed to an appropriate range to ensure that the tool can cut the material smoothly.
1.2 feed is too much
Phenomenon: Excessive feed rate causes excessive force on the tool during cutting, and the material cannot be cut off in time, which easily produces burrs.
Solution: Reduce the feed amount appropriately to ensure a smooth cutting process.
1.3 Cutting depth is too shallow
Phenomenon: Cutting depth that is too shallow may cause the material to be cut only on the surface without being completely removed, resulting in burrs on the edges.
Solution: Increase the depth of cut to ensure the material is completely removed.
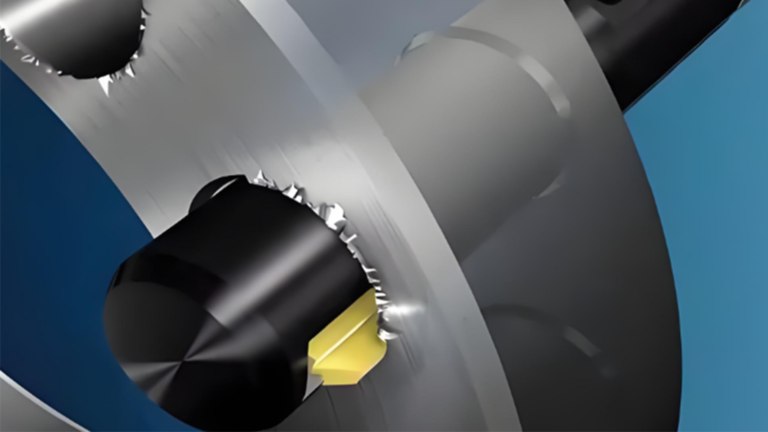
02. Tool problem
2.1 Tools dull or worn
Phenomenon: When the cutting edge of the tool becomes dull or severely worn, the material cannot be cut cleanly during cutting, and burrs are easily left on the edge.
Solution: Check the status of the tool regularly, replace or grind the tool in time, and maintain the sharpness of the tool.
2.2 Tool angle is inappropriate
Phenomenon: The improper rake angle, back angle or tip angle of the tool causes the plastic deformation of the material to increase during the cutting process, thus forming burrs.
Solution: Optimize the tool geometry angle to adapt it to the characteristics of the processed material.
03. Material problem
3.1 Material with high toughness
Phenomenon: High-toughness materials are not easy to break during the cutting process, but are prone to plastic deformation, forming elongated burrs.
Solution: Choose appropriate cutting parameters and tools to reduce the plastic deformation of the material.
3.2 Material hardness is uneven
Phenomenon: Uneven material hardness leads to large changes in cutting force during the cutting process, and burrs are prone to occur in softer or harder areas.
Solution: Ensure the quality stability of the material, or improve the material uniformity through appropriate heat treatment.
04. Improper processing method
4.1 Unreasonable cutting sequence
Phenomenon: Unreasonable cutting sequence may cause the workpiece to be deformed or not completely fixed during the cutting process, causing burrs.
Solution: Optimize the cutting sequence to ensure the stability of the workpiece during processing.
4.2 Workpiece clamping is unstable
Phenomenon: Unstable workpiece clamping will cause the workpiece to move or vibrate during the cutting process, causing uneven cutting and resulting in burrs.
Solution: Use appropriate clamps and clamping force to ensure the stability of the workpiece during processing.
4.3 Improper use of cutting fluid
Phenomenon: Insufficient use of cutting fluid or improper type leads to increased temperature in the cutting area or insufficient lubrication, increasing the formation of burrs.
Solution: Choose appropriate cutting fluid and ensure adequate supply to improve cutting conditions.
05. Machine tool problems
5.1 The machine tool is not rigid enough
Phenomenon: Insufficient rigidity of the machine tool may cause vibration during the cutting process, affecting the stability of the cutting, thereby forming burrs.
Solution: Use a machine tool with good rigidity, or improve the rigidity by improving the support and connection parts of the machine tool.
5.2 Insufficient accuracy of machine tools
Phenomenon: Insufficient machine tool accuracy will lead to inaccurate relative positions between the tool and the workpiece, thereby affecting the cutting quality and causing glitch.
Solution: Regularly maintain machine tools to ensure their accuracy and stability.

06. The processing technology design is unreasonable
6.1 Unreasonable cutting path
Phenomenon: Unreasonable cutting path design may lead to sudden changes or impacts during the cutting process, resulting in burrs.
Solution: Optimize the cutting path to ensure smooth and continuous cutting process.
6.2 Uneven cutting allowance
Phenomenon: Uneven cutting allowance on the workpiece may cause the cutting force in some areas to be too large or too small, resulting in burrs.
Solution: Reasonably design the cutting allowance to ensure the uniformity of each cutting.